Talk to us
07971191743
Talk to us
07971191743
| Attribute | Details |
|---|---|
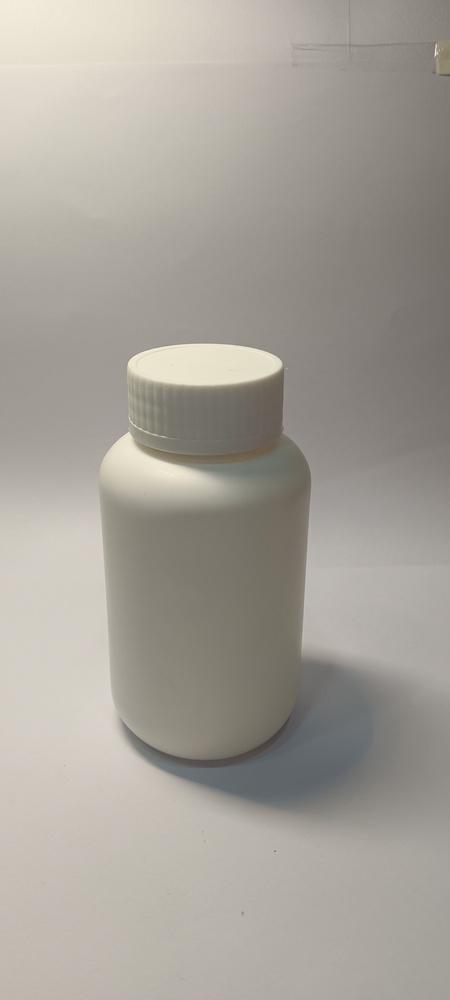
| Product Name | 100cc HDPE Tablet Container |
| Material | HDPE (High-Density Polyethylene) i opaque, durable, and chemical-resistant |
| Capacity | 100cc (ii 100 mL) |
| Neck Finish | Typically 38/400 or 45/400 screw thread (varies by mold) |
| Closure Type | Screw Cap (Standard, CRC i Child-Resistant Closure, or Tamper-Evident) |
| Sealing Options | Induction liner, foam liner, or pressure-sensitive seal |
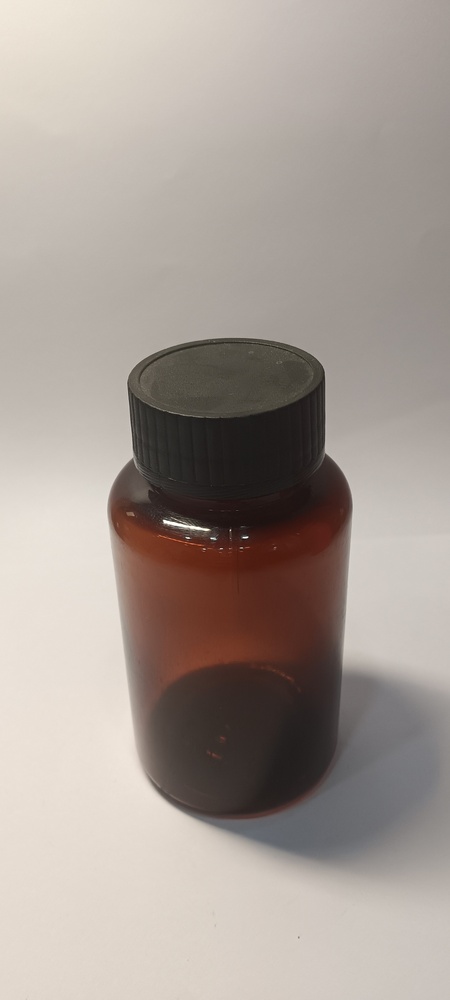
| Color Options | Standard: White or Amber; Custom colors available on request |
| Certifications | FDA-compliant, BPA-free, ISO/GMP certified production |
Holds approx.90i150 tablets or capsules, depending on size
Excellent moisture barrieri ideal for shelf-stable products
Opaque bodyprotects light-sensitive contents
Lightweightandshatterproofalternative to glass
Compatible withautomated filling, capping, and labelingsystems
Nutritional supplements (multivitamins, minerals, herbals)
OTC medications (pain relief, antacids, etc.)
Clinical trial packaging
Veterinary medicines
Sports and energy capsules
| Option | Description |
|---|---|
| Bottle Color | White, Amber, Blue, Green, Black, or custom Pantone |
| Cap Types | Ribbed or smooth screw cap, CRC, tamper-evident, flip-top |

Price:

Price 12.5 INR / Piece
Minimum Order Quantity : 2500 Pieces
Size : Medium (Approx. 14 cm Height)
Material : HighQuality Plastic
Hardness : Rigid
Shaping Mode : Injection Moulding

Price 18.5 INR / Piece
Minimum Order Quantity : 2500 Pieces
Size : 100gm capacity
Material : Plastic with amber tint
Hardness : Rigid
Shaping Mode : Injection Molding
Price 7.6 INR / Piece
Minimum Order Quantity : 1000 Pieces
Size : 120cc (120 ml)
Material : PET (Polyethylene Terephthalate)
Hardness : Rigid
Shaping Mode : Injection Blow Molding

Price 13.5 INR / Piece
Minimum Order Quantity : 2500 Pieces
Size : 30gm
Material : Plastic
Hardness : Rigid
Shaping Mode : Round


 Send Inquiry
Send Inquiry

